












Speedy flexx: jeden systém, dva laserové zdroje
Laserový gravírovací stroj Speedy flexx má integrovaný zdroj CO2 i vláknový laser, což umožňuje neomezené možnosti použití: CO2 laser je ideální pro gravírování a řezání plastů, dřeva, gumy, kůže a mnoha dalších materiálů. Vláknový laser je správným nástrojem pro značení kovů a barvení plastů.
Co je technologie flexx a jak funguje?
Charakteristický znak patentované funkce flexx: Díky funkci Flexx vyvinuté společností Trotec oba laserové zdroje pracují v jednom procesu. V závislosti na materiálu jsou dva laserové zdroje střídavě aktivovány laserovým softwarem JobControl® – v jedné úloze bez ruční výměny laserové trubice, čočky nebo zaostření. Každá laserová aplikace pro CO2, stejně jako popis nebo gravírování kovů mohou být realizovány v jednom okamžiku. Úspora času a flexibilita v každodenní práci jsou tedy zaručeny.

Jaké materiály lze zpracovávat pomocí laseru Speedy flexx?
CO2 laserový zdroj:
Dřevo, Papír, Kůže, Akrylát, Sklo, Textil, Eloxovaný hliník, Kámen, Plasty, Dvouvrstvé plasty (Rowmark, TroLase)
Vláknový laser:
Plasty, Nerezová ocel, Hliník, Měď, Titan, Pozinkované a poniklované povrchy, Zlato, Stříbro, Platina
Jak použít oba laserové zdroje v jedné úloze?
Zdroj CO2 nebo vláknový laser jsou řízeny podle toho, který zdroj laseru byl vybrán v databázi materiálů (gravírování CO2, gravírování fiber, řezání CO2, řezání fiber). K tomu dojde automaticky díky laserovému softwaru JobControl®.
Ohniskový rozdíl mezi CO2 a vláknovým laserem je přibližně 7 mm, což je v softwaru JobControl® uloženo jako pevná hodnota a automaticky posune pracovní stůl (osa Z) při přepnutí z jednoho zdroje na druhý.
Flexx čočka pro aplikace s CO2 a vláknovým laserem
Aplikace pro CO2 a pro vláknový laser vyžadují různé čočky. Trotec poskytuje vlastní čočku pro funkci flexx, která je vhodná jak pro zdroje CO2, tak i pro vláknový laser. Tato 2,85“ čočka umožňuje vytvářet co nejkvalitnější detaily v jakémkoli materiálu. Používáte-li oba laserové zdroje, není nutné čočku ručně měnit.
Jak naleznu správné parametry pro více materiálů?
Vložte 2,85 „čočku a zaostřete na povrch materiálu. Potom zkontrolujte parametry potřebné pro každý materiál jako obvykle.
Jak mohu najít správné zaostření pro více materiálů s různou tloušťkou?
- Zadejte parametry pro gravírování a řezání materiálu
Nejprve definujte jako obvykle parametry pro gravírování a řezání materiálu pomocí 16 dostupných barev. V databázi materiálů zadejte parametry, například výkon a rychlost. Parametr z-ofset v barvě materiálu se používá k nastavení správného zaostření pro různé pozice na výrobku.
- Měření tloušťky materiálu a výpočet parametru z-ofset
Další krok je důležitý. Změřte tloušťku různých materiálů pro výpočet bodu zaostření. To znamená, že materiál, který bude zaměřen, je ve fixní ohniskové vzdálenosti a od toho se odvíjí zaměření na ostatní materiály. Tento rozdíl je v parametrech dán hodnotou z-ofsetu.
Poznámka:
Při práci s flexx čočkou doporučujeme zaostřit na vláknový laser, protože ohnisko zde musí být nastaveno velmi přesně. Také měrka pro zaostření je nastavena na vláknový laser. Když je software přepnut na zdroj CO2, pracovní stůl se automaticky přesune do ohniska CO2 laseru, které je zadané v softwaru, tj. o 7 mm níže.
Příklad: Nastavení parametrů a výpočet z-ofsetu pro kuličkové pero
Klip na kuličkovém peru je označen pomocí vláknového laseru, dřevěné pouzdro je vygravírováno pomocí CO2 laseru. Parametry stanovené dříve s použitím 2,85″ čočky vypadají následovně a slouží jako základ pro výpočet konečné hodnoty z-offsetu:
- Kovový klip (gravírování vláknovým laserem): Výkon: 80%, rychlost: 50%, f=20 kHz, z-ofset: 0mm
- Dřevěné pouzdro (CO2 gravura): Výkon: 50%, rychlost: 60%, 1000ppi, z-ofset: + 2mm
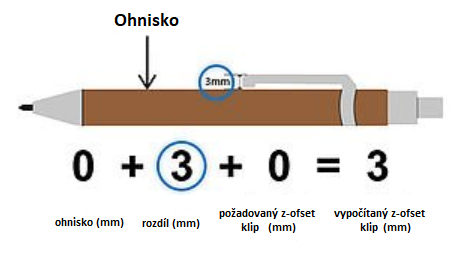
 Výpočet ohniskové vzdálenosti: Materiál (klip) pro vláknový laser jako výchozí bod
Výpočet ohniskové vzdálenosti: Materiál (klip) pro vláknový laser jako výchozí bod
Je důležité vědět, na který materiál nejdříve zaostříme pro výpočet konečného z-ofsetu. Jak již bylo zmíněno dříve, doporučujeme zaostřit na materiál, který bude zpracováván vláknovým laserem, tj. V tomto případě kovový klip
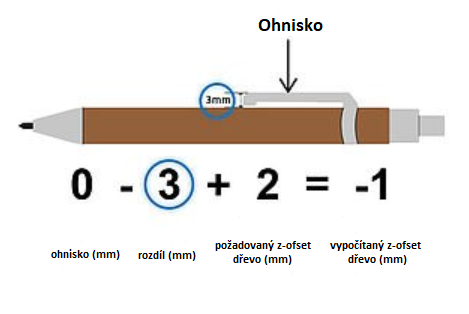
Ohnisková vzdálenost mezi oběma povrchy je 3 mm. Pro vyrovnání ohniskového rozdílu a zohlednění posunu (ofsetu) proveďte následující výpočty:
3 mm (tolerance / výškový rozdíl mezi materiály) – 2 mm (požadovaný z-ofset) = 1 mm
 Poznámka: Pracovní stůl musí být zvednutý, aby se vyrovnal rozdíl, a proto je třeba nastavit „mínus“. Konečné parametry jsou takto:
Poznámka: Pracovní stůl musí být zvednutý, aby se vyrovnal rozdíl, a proto je třeba nastavit „mínus“. Konečné parametry jsou takto:
- Kovový klip (gravírování vláknovým laserem): Výkon: 80%, rychlost: 50%, f=20 kHz, z-ofset: 0mm
- dřevěné pouzdro (CO2 gravura): Výkon: 50%, rychlost: 60%, 1000ppi, z-ofset: -1mm
Výpočet ohniskové vzdálenosti: Materiál (dřevo) pro CO2 laser jako výchozí bod
Obecně můžete nejprve zaměřit na materiál pro laserový zdroj CO2. To je obzvláště užitečné, když je výškový rozdíl dostatečně velký, aby vypočtený z-ofset byl menší než -5 mm.
Chcete si laser pronajmout nebo koupit, zajímá vás tato problematika? Navštivte náš web http://www.megaflex.cz/lasery
V případě zájmu o další informace nebo o laser, nás kontaktujte na e-mailu laser@megaflex.cz nebo volejte pana Lukáše Nováka na tel. 725 574 817 či pana Jiřího Duška na tel. čísle: 724 102 490