












Jak správně nastavit laser pro gravírování vrstvených plastů Rowmark
Možná si řeknete, že štítky z plastů děláte léta… a co nového byste se tak asi mohli dozvědět. Parametry laseru máte dávno nastavené a hlavně – zákazníci jsou spokojeni. Ale ono to tak být vždy nemusí.
Všimli jste si, že například, že černá gravírovaná plocha není úplně černá, ale spíše tmavě šedivá? Ztmavení sice může trochu pomoct třeba Diava, ale není to ono. Pokud víte, o čem je řeč, věnujte pár minut tomuto textu.
Vrstvené (laminované) desky Rowmark
Tyto materiály jsou již pro snadné gravírování laserem optimalizovány. Jsou vyrobeny z akrylátu, což zaručuje jednak vysokou mechanickou odolnost a proti dříve používanému ABS, i krásně lesklé hrany při řezání laserem. Desky mají velice tenkou vrchní vrstvu, po jejímž odpálení laserem se objeví jádro, které má kontrastní barvu. Vrchní vrstva má typickou tloušťku 0,025 mm (LaserMAX, LaserLIGHTS) a k jejímu odstranění stačí poměrně malý výkon laseru i při vysoké rychlosti gravírování. Jádro je citlivé na teplo a příliš velkým výkonem při gravírování se může poškodit.



Jak tedy dosáhnout nejlepšího výsledku?
1. volba čočky – pokud máte na výběr, zvolte čočku s kratší ohniskovou vzdáleností. Energie laseru je koncentrovaná do menší plochy a materiál je méně tepelně namáhán.
2. nastavení rychlosti a výkonu laseru pro gravírování – vytvořte v grafickém programu čtverec 30 x 30 mm, pro gravírování nastavte rychlost 100%, výkon 50 – 60% a PPI (počet pulsů na palec) na hodnotu stejnou, jako je rozlišení v grafickém programu (u laserů Trotec je standardem 500 dpi a hodnota PPI je tedy také 500). Nižší počet pulsů znamená opět nižší tepelné namáhání gravírovaného materiálu. Pro řezání by rychlost neměla přesáhnout 12%, pro řezání detailů by měla být asi 2 – 3 %. Pošlete vygenerovanou úlohu do laseru a spusťte gravírování. Pokud to váš laser umožňuje, měňte v průběhu gravírování výkon. Pokud ne, test několikrát zopakujte s nastavením různých parametrů. Pozorujte, jak se mění hloubka a kvalita gravůry. Při gravírování jemné grafiky nebo drobného písma doporučujeme snížit rychlost laseru při gravírování na 40 – 60% a přiměřeně snížit i výkon.
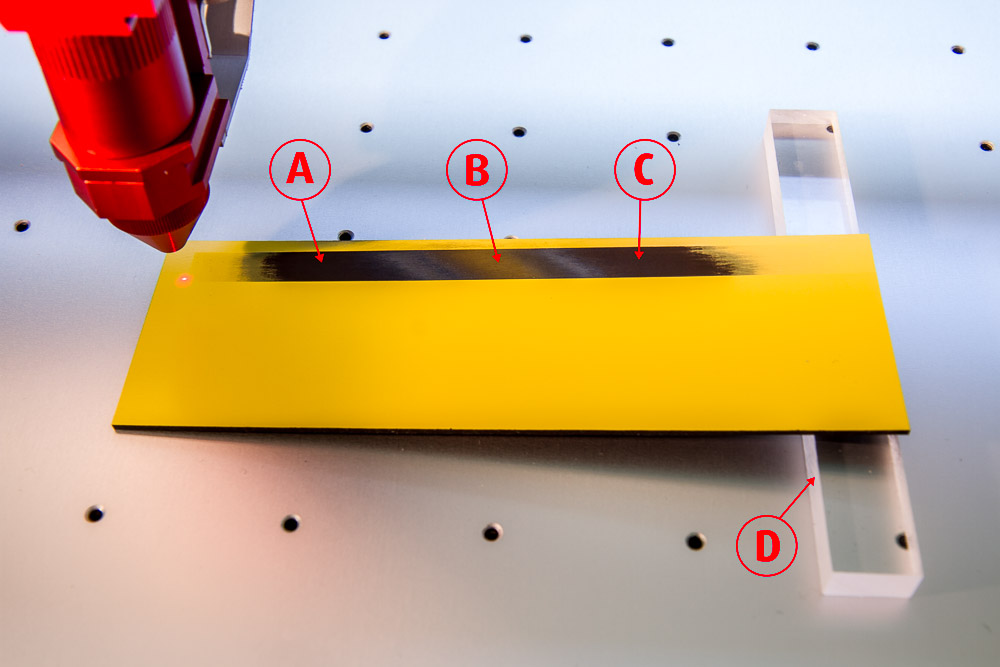
3. Zaostření laseru – správnou vzdálenost mezi gravírovaným materiálem a laserovou čočkou snadno zjistíte tak, že ho na jedné straně podložíte o cca. 5 mm (D). Pomocí měrky zaostřete na střed materiálu (B) a nechte vygravírovat obdélník 100 x 10 mm. Po dokončení se podívejte, kde je jádro nejčernější (A) (B), zjistěte o kolik je laser rozostřený a o zjištěnou hodnotu vždy zaostření upravte. U laserů Trotec můžete hodnotu rozostření zadat do tabulky „Nastavení materiálů“ do kolonky „Z-ofset“. Laser automaticky před zahájením gravírování o uvedenou hodnotu vzdálenost v ose Z upraví a po dokončení gravírování zase vrátí na původní výšku.

4. Ofukování – pro gravírování doporučujeme vypnout, protože jinak by se rozpálené částečky mohly „nalepit“ zpět na materiál a pak se obtížně odstraňují. Pro řezání ofukování nechte zapnuté.
5. Opakování – při správně nastavených parametrech musí stačit 1x gravírování a 1x řezání. Výjimkou je materiál Rowmark Texture, který má horní vrstvu z koextrudovaného akrylátu tloušťky 0,125 mm a výrobce pro dosažení čisté gravůry doporučuje gravírovat 2x.
——————————————————————————————————————————————————————————————————————————————————————————-
Přinesl vám článek nové informace? Potřebujete s něčím poradit? Napište nám a podělte se s námi o vaše zkušenosti.
Naše laserové odborníky a techniky můžete kontaktovat na telefonu: 724 102 490 (autor článku Jiří Dušek), 725 574 819 (Ondřej Beran), 725 574 817 (Ing. Lukáš Novák) nebo e-mailem ve tvaru: jmeno.příjmení@megaflex.cz
Další informace o laserech a také všechny kontakty na prodej a servis laserů najdete v záložce KONTAKTY na adrese http://www.trotec-laser.cz/